
技術者の紹介
SPEE3Dの革新は、業界を急速に前進させています。
自動コールドスプレー積層造形(CSAM)の導入
リードタイムの長さ、コストの高さ、サプライチェーンの複雑さ、二酸化炭素排出量の多さが、メンテナンスや修理に時間とコストがかかる理由でした。私たち独自の技術がそれを変え、可能性と機会のまったく新しい時代を創造しています。
- 業界最速のCSAMプロセスを利用する
- CSAMツールパスの自動化
- 比類ない使いやすさを実現
- 二酸化炭素排出量の削減


当社独自の自動CSAMプロセスでは、金属粒子を超音速で基材に吹き付け、パーツを層状に形成します。このような高速では、運動エネルギーの大きな力によって粒子同士が結合します。
自動化されたCSAMにより、金属粉末の溶融や焼結を避けることができます。このプロセスは、部品の密度を低下させ、時間の経過とともに亀裂や疲労破壊の可能性を増大させる微小な空洞を生じさせる可能性があります。
自動化されたCSAMによって生み出される高速の衝撃は、気孔率の低い高密度の部品を生み出すだけでなく、より長い寿命にわたって部品と工具の信頼性を向上させる強化された機械的特性も生み出す。
部品の膨張と収縮の原因となる極端な加熱と冷却のプロセスを排除することで、自動化されたCSAMでは部品にかかる残留応力が少なくなり、亀裂や反り、歪みが生じるリスクが大幅に低下する。
その結果、時間、エネルギー、材料を無駄にすることなく、高品質で使用性の高い部品や工具を製造することができる。
金属粉末はSPEE3Dのロケットノズルから堆積され、圧縮空気の助けを借りて超音速を達成することができます。これらの高速は、SPEE3Dの自動化されたCSAMプロセスによって活用され、金属部品を効率的に造形する。その結果、プロセス全体が他の積層造形技術よりも大幅に高速化される。
これにより、メンテナンスと修理が大幅に迅速化され、コストのかかるダウンタイムのリスクが低減される。
自動化されたCSAMでは、従来のプロセスよりも幅広い種類の金属粉末を使用できるため、より多様な金属部品や工具を製造することができる。
現在、部品はアルミニウム、銅、ステンレス鋼、アルミニウム青銅、その他の合金で製造することができる。
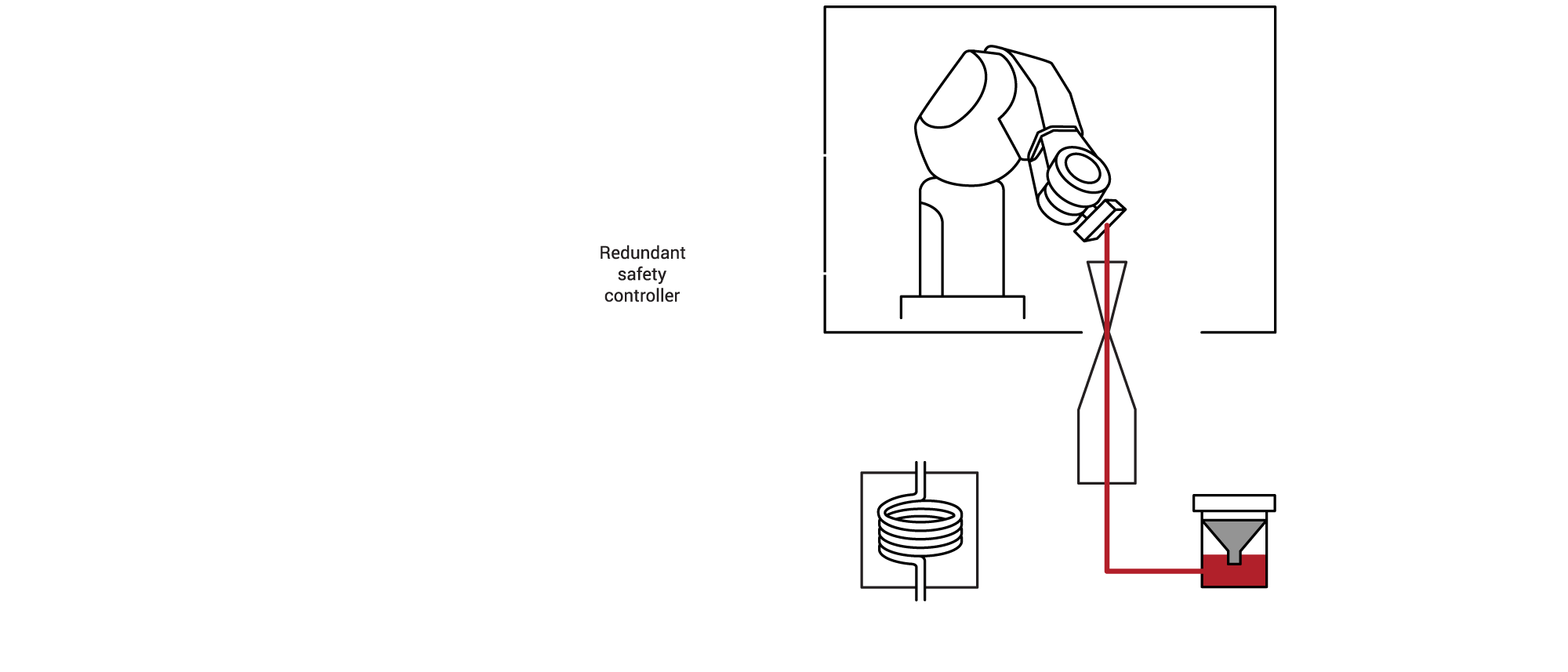
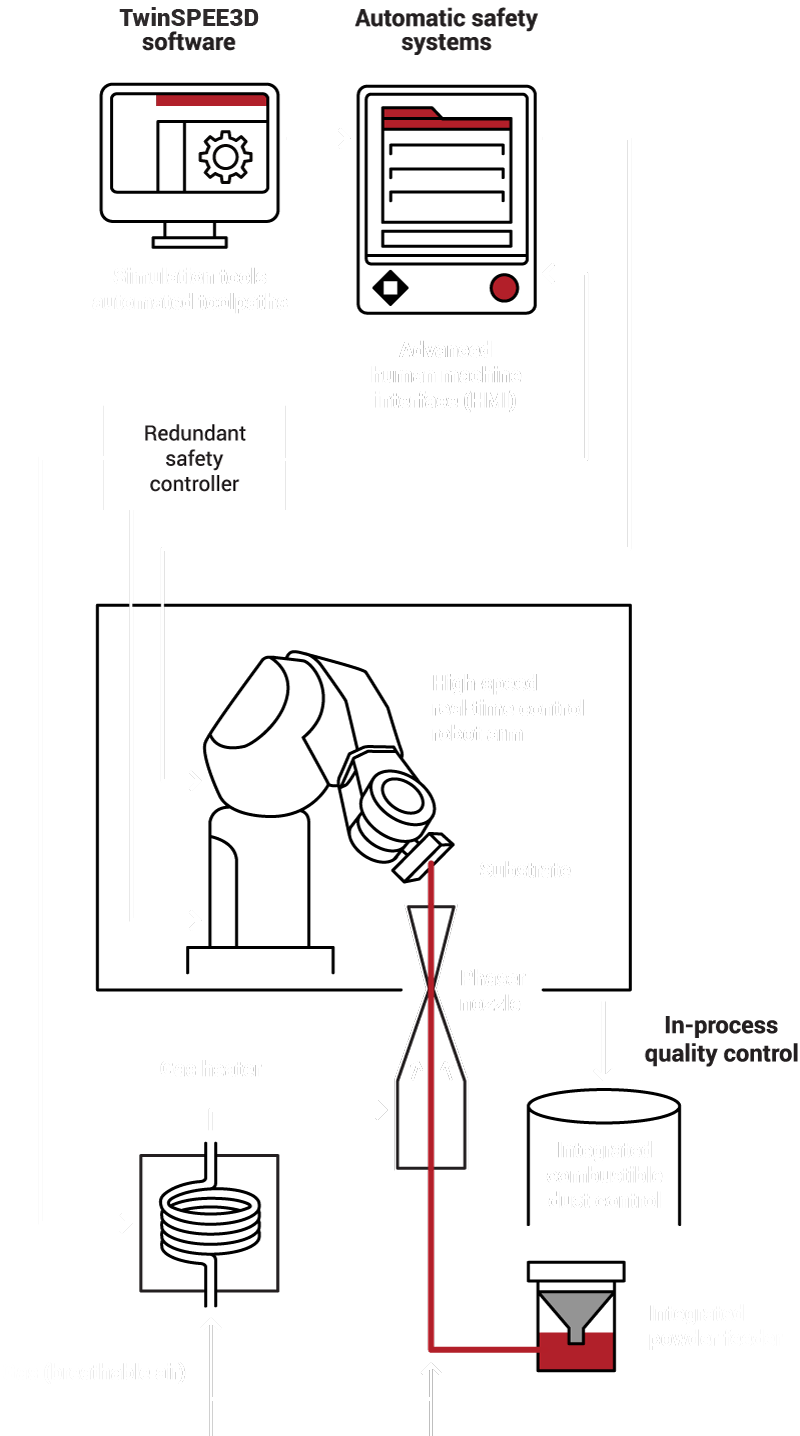
SPEE3Dのプリンターは、統合された可燃性ダストコントロールチャンバー、プロセス監視と組み合わされた冗長安全コントローラー、密閉されたパウダーフィーダーなど、高い安全性を確保するために慎重に設計されています。当社の自動化されたCSAMプロセスは、空気/ガスを使用して金属粉末を圧縮・加速するだけで、圧倒的な運動エネルギーを利用して部品を製造します。
つまり、人体や作業の安全性に対するリスクがはるかに少ない状態で、より幅広い場所に簡単に配備できるということだ。
TwinSPEE3Dオートメーション・ソフトウェア


金属積層造形における真のブレークスルーである当社独自のTwinSPEE3Dソフトウェアは、特許取得済みのアルゴリズムを使用してツールパス開発を自動化し、コールドスプレー積層造形(CSAM)の真の可能性を実現します。
- 印刷所に行く前に工程をシミュレーションできるユニークなソフトウェア
- 3D形状を自動的に処理
- 実現不可能な部品の特徴を特定し、設計の修正を提案する。
- 印刷またはコーティング用の印刷パスを生成する
TwinSPEE3Dの印刷プレビューでは、印刷の完全なシミュレーションが行われ、異常の有無を確認することができます。 以前 そして、添加剤産業において独自の効率化を実現するのに役立っている。
- 一貫性を高める
- 信頼性の向上
- コストと時間を大幅に節約
フェーザーノズル
当社の超高エネルギーノズルは、圧縮空気を使用して、最高摂氏800度(華氏1472度)という音速の4倍の速さで、さまざまな硬質相材料を効果的に成膜します。
- 運動エネルギーの力を利用する
- 粒子の変形を大きくする
- 窒素とヘリウムへの依存を減らす
温度の上昇と蒸着速度の加速により、より硬く、より強靭な材料の製造が可能になる。これは、過酷な使用条件、高い応力、衝撃荷重、研磨環境などを特徴とする産業で特に有用である。現在、以下の材料が製造可能、または開発中である:
- 17-4、410、430、二相ステンレス鋼
- チタン
- アルミニウム 5056 および 7075
- クロムおよび炭化タングステン-ニッケル
- その他多数

すべてはどのように組み合わされるのか


よくある質問
ご質問ですか?以下から、よくある質問をご覧ください。
SPEE3Dマシンは、以下の材料についてテストされ、認定されています:
- アルミニウム 6061
- アルミニウム・ブロンズ
- 銅
- ステンレススチール316
- ニッケル・アルミニウム・ブロンズ - 2024年6月発売予定
新しいPhaserノズルにより、より硬い素材も印刷できるようになった:
- 銅ニッケル合金(開発中)
- チタニウム(開発中)
- 炭化クロム-ニッケル(近日発売予定)
- 炭化タングステン-ニッケルクロム(近日発売予定)
- 17-4ステンレス・スチール(近日発売)
以下の資料は寄託されているが、さらに調査が必要である:
- 410ステンレス鋼(蒸着)
- 430ステンレス鋼(蒸着)
- 二相ステンレス鋼(蒸着)
- アルミニウム5056(蒸着)
- アルミニウム7075(蒸着)
当社の素材に関する詳細情報は、認定素材の詳細な素材シートとともに、以下をご覧ください。 これ.
XSPEE3D は、標準的な20フィートコンテナと同じ大きさで、補助装置がコンテナ内に含まれているため、操作に必要な周囲のクリアランスは最小です:6メートル×2.4メートル×2.6メートル(20フィート×8フィート×8.5フィート)。
ワープSPEE3D は、壁から最低 1m 離すことを推奨します。マシンの設置面積は、長さ4m×幅4.6m×高さ2.7mです。
LightSPEE3D は、壁から少なくとも 1m のクリアランスを推奨します。マシンの設置面積は、長さ3.1m(10.3ft)、幅1.5m(4.8ft)、高さ2.3m(7.6ft)です。(15フィート)。
XSPEE3D は、標準的な20フィートコンテナと同じ大きさで、補助装置がコンテナ内に含まれているため、操作に必要な周囲のクリアランスは最小です:6メートル×2.4メートル×2.6メートル(20フィート×8フィート×8.5フィート)。
ワープSPEE3D は、壁から少なくとも1mのクリアランスを推奨する。マシンの設置面積は、長さ4m×幅4.6m×高さ2.7mですが、ドアを開けるためのスペースを考慮すると、必要な床面積は4.6m×4.2mとなります。
LightSPEE3D は、壁から少なくとも 1m のクリアランスを推奨します。マシンの設置面積は、長さ3.1m(10.3ft)、幅1.5m(4.8ft)、高さ2.3m(7.6ft)です。(15フィート)。
SPEE3Dcell炉、CNC、金型、試験装置がコンテナ内に含まれているため、操作に必要な周囲のクリアランスは最小限です:6.2メートル×2.6メートル×2.6メートル(20フィート×9フィート×9フィート)。 テクニカルスペック ここにある。
はい、SPEE3Dは卓越した性能と耐久性を提供する高品質のパウダーを提供しています。当社の材料は、当社の技術で部品を作成する際に、お客様に一貫した信頼性の高い結果を保証するために、厳格なテストを受けています。お客様は 連絡先 提供されるパウダーの詳細やご注文については、各地域のSPEE3Dチームメンバーまでお問い合わせください。
どのような後処理が必要ですか?
部品に機械的用途がある場合は、熱処理が必要です。コールドスプレー積層造形法(CSAM)は固体プロセスであるため、部品は完全な密度で印刷され、他のプロセスで見られるような気孔は生じません。しかし、材料の靭性を向上させるために、部品を「印刷したままの」生の状態のままにするのではなく、後処理することをお勧めします。熱処理には通常、加熱炉で2~3時間を要する。フライス加工、表面処理、研磨などの後処理はオプションであり、用途によって異なりますが、通常、部品はエンジニアリング公差を満たすように機械加工する必要があります。SPEE3DはSPEE3Dcellと呼ばれる、20フィートコンテナ内に炉とCNCミルを収納したコンテナ型後加工ソリューションを提供しています。SPEE3Dcellの詳細については、こちらをご覧ください。 ページ.
他の金属積層造形プロセスとは異なり、コールドスプレー積層造形(CSAM)ではレーザーや電子ビーム、金属の加熱や溶融は必要ありません。
SPEE3Dでは、金属粉末を溶かすために熱を使うのではなく、ロケットノズルで空気を音速の3倍まで加速させる超音速蒸着を採用している。噴射された粉末は、6軸ロボットアームに取り付けられた基板上に堆積される。このプロセスでは、粒子の運動エネルギーが粉末同士を結合させ、通常の冶金的特性を備えた高密度部品を形成します。プロセスについてもっと読む これ.
LightSPEE3DとWarpSPEE3Dは現場向けに開発されました。 おすすめは 連絡 お客様の具体的な設備要件や先進製造業のニーズについて、お近くのSPEE3Dチームメンバーとご相談ください。